


Jonne Näkki

Kiertotalous pyrkii maksimoimaan tuotteiden, komponenttien ja materiaalien sekä niihin sitoutuneen arvon kiertoa taloudessa mahdollisimman pitkään. Kiertotaloudessa tuotanto ja kulutus synnyttävät mahdollisimman vähän hukkaa ja jätettä. Kiertotalouden ja uudelleenvalmistuksen periaatteita sovelletaan Centrialla EU-alueohjelma Interreg Pohjoinen rahoittamassa projektissa: ”CINEMA – Towards circular economy via eco-design and sustainable remanufacturing”.
Kiertotalous ja uudelleenvalmistus
Kuluvalla vuosikymmenellä keskusteluun on noussut termi ”kiertotalous” (engl. ”circular economy”), joka tarkoittaa hyvin suunniteltua taloutta, jossa materiaalien hävittäminen ja jätteen syntyminen on minimoitu. Kiertotalous määritellään teolliseksi järjestelmäksi, joka on luonteeltaan palauttava ja uudistava, ei luonnonvaroja kuluttava. Kuvassa 1 on esitetty – kiertotalouden periaatteiden mukaisesti – materiaalien virtauksia niiden elinkaaren eri vaiheissa.
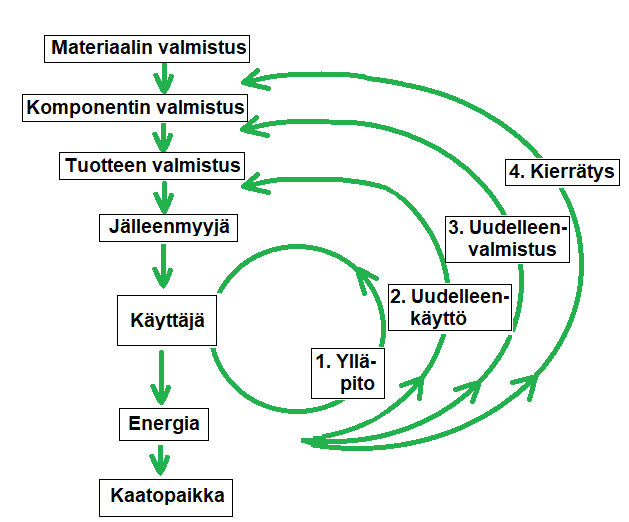
Kiertotalouden oppien mukaisesti tuotteiden ja raaka-aineiden kiertoa voidaan edistää, ja säästää raaka-aineita ja energiaa 4-5 tavalla, joita ovat (Nevala 2017):
- Säilyttäminen / ylläpito: Tuotteet ovat käytössä mahdollisimman pitkään, minkä mahdollistavat erilaiset huolto- ja korjauspalvelut (kehä 1).
- Uudelleenkäyttö tai jälleenmyynti: Tuotteita käytetään tehokkaasti: ne kiertävät tarpeen mukaan käyttäjältä toiselle tai ovat yhteiskäytössä erilaisten vuokraus– tai jakamispalveluiden kautta (kehä 2).
- Uudelleenvalmistus: tuote päivitetään tai valmistetaan uudelleen vastaavaksi tuotteeksi (remanufacturing eli tehdaskunnostus, kehä 3).
- Kierrätys: Tuotteen materiaalit kierrätetään uusiomateriaaliksi, esim. teräs sulatetaan terästehtaalla ja valetaan uudeksi teräkseksi (kehä 4).
Lisäksi viidenneksi tavaksi voidaan laskea tuotteen hyödyntäminen toisessa arvoketjussa.
Kiertotalousmallin ajatuksena on, että materiaalihukkaa vähennetään parhaiten silloin, kun käyttäjän ja kuluttajan materiaalikierrot pidetään mahdollisimman lähellä niitä. Näin ollen mentäessä kuvan 1 kierroissa sisältä ulkokehälle, materiaalikiertojen vaatimat energiapanokset kasvavat. Siten kiertotalouden kaavion 4-kehän kierrätys materiaaliksi tai komponentiksi on vähemmän toivottu vaihtoehto teknisten materiaalien kierroista kuin uudelleenvalmistus (engl. remanufacturing), joka sijaitsee kaavion 3-kehällä (Seppälä et al 2016).
Uudelleenvalmistus eli remanufacturing
Uudelleenvalmistus tarkoittaa teollista prosessia, jossa käytetyt tuotteet tai komponentit palautetaan uutta vastaavaan tilaan. Erään määritelmän mukaan (BS 2009) uudelleenvalmistus on prosessi, jossa ”tuotteen toiminnallisuus palautetaan vähintään alkuperäistä vastaavalle tasolle siten, että tuotteelle voidaan antaa takuu, joka on sama tai parempi kuin uuden tuotteen”. Uudelleenvalmistaminen eroaa korjaamisesta, siten että korjaamisen ei katsota palauttavan tuotteen ominaisuuksia alkuperäiselle tasolla, eikä korjatulle tuotteelle yleensä anneta uutta vastaavaa takuuta.
Uudelleenvalmistus pienentää hiilijalanjälkeä, koska se säästää sekä tuotteen valmistamiseen tarvittavaa energiaa, että raaka-aineita. Jopa 85 % uudelleenvalmistetun tuotteen painosta saadaan hyödynnettyä uudelleen-valmistusaihioista. Energian kulutus vähenee tyypillisesti 50–85 % (Lund 1984, Sundin & Lee 2011.)
Erilaisia kuluttajatuotteita on korjattu, ja teollisuuden komponentteja kunnostettu käytännössä aina erilaisia menetelmiä käyttäen. Varsin tavallinen uudelleenvalmistettu tuote, ainakin menneinä vuosikymmeninä, oli uudelleenpinnoitetut henkilöauton renkaat. Nykyään pinnoitettujen renkaiden osuus myydyistä henkilö- ja pakettiautojen renkaista on vain 2 – 3 %, mutta raskaiden ajoneuvojen renkaista noin 70 % (Autonrengasliitto 2012). Raskaiden ajoneuvojen renkaita pinnoitetaan myös Kokkolan Jänismaalla Kokkolan rengashuoltoliikkeen toimesta. Pinnoitus maksaa vain hieman yli puolet uuden renkaan ostohinnasta.
Yksi käytännön esimerkki uudelleenvalmistuksesta on Centrian elektronimikroskoopin vakuumipumpun kunnostus, ts. uudelleenvalmistus. Pumppu pyörii suurella nopeudella, 60 000 kierrosta minuutissa ja sen keraamimateriaalista valmistetut laakerit ovat kovassa rasituksessa. Pumppu on kunnostettu kahdesti pumppua valmistavalla tehtaalla Italiassa laakerien vaihtamisella ja tasapainottamisella. Näin säästetään uuden pumpun valmistamiseen tarvittava energia ja raaka-aine, ja vain muutama kilon painoisen pumpun kuljettaminen tehtaalle ja takaisin ei myöskään juuri lisää uudelleenvalmistuksen hiilijalanjälkeä. Pumpun valmistaja kuitenkin hinnoittelee uudelleenvalmistuksen vain hieman halvemmaksi kuin mitä kokonaan uusi pumppu maksaa.
Monet teollisuuden komponentit, jotka ovat kulutusrasituksen alaisina ja joiden pinnasta on kulunut liikaa materiaalia, jotta komponentti olisi enää käyttökelpoinen, voidaan kunnostaa lisäämällä kuluneeseen alueeseen uutta materiaalia erilaisilla aineitta lisäävillä menetelmillä. Käytännössä tämä aineen lisääminen on pinnoittamista.
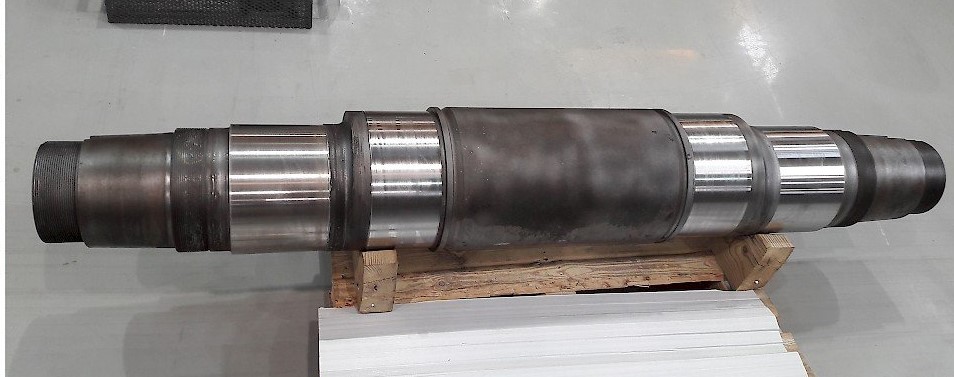
Uudelleenvalmistamista lisäämällä kuluneeseen alueeseen uutta materiaali tehdään myös Keski-Pohjanmaan alueella useissa yrityksissä. Kokkola LCC Oy on kunnostanut koko olemassaolonsa ajan, noin vuodesta 2000 asti, laserpinnoittamalla erilaisia komponentteja varsinkin energia- ja prosessiteollisuudelle. Nämä komponentit ovat yleensä sekä suuria että kalliita, mutta usein vain pieni alue on kulunut. Komponentin kuluneeseen alueeseen pinnoitetaan usein kestävyydeltään alkuperäistä parempaa materiaalia, jolloin komponentin käyttöikää voidaan jopa moninkertaistaa laser-korjauspinnoittamisella. Uudelleenvalmistuspinnoituksen osuus LCC:n liikevaihdosta on noin 60 %, loppuosuuden ollessa uusien komponenttien pinnoittamista. Yksi esimerkki laserpinnoittamalla uudelleenvalmistetusta komponentista on esitetty kuvassa 2, jossa on epäkeskomurskaimen akseli ennen ja jälkeen uudelleenvalmistusta.

Kokkola LCC:n lisäksi teollisuuden komponenttien uudelleenvalmistusta tehdään Kokkolassa tai lähialueella ainakin Ab A. Häggblom Oy:llä, joka kunnostaa itse valmistamiaan suuria kaivoskoneiden kauhoja, sekä JS Pietarsaari Oy:llä, jossa kunnostetaan prosessiteollisuuden venttiilejä ja muita komponentteja.
Maailmalla uudelleenvalmistuksen edelläkävijä ja suuri toimija, on työkonevalmistaja Caterpillar, joka aloitti remanufacturing –bisneksen jo vuonna 1973. Nykyään Caterpillar uudelleenvalmistaa Caterpillar –työkoneiden osia useiden eri sopimusvalmistajien tehtaissa eri puolilla maailmaa brändillä ”Cat Reman”. Kun uudelleenvalmistus on jaettu sopimusvalmistajille, säästetään painavien komponenttien kuljetuskustannuksissa ja –ajassa, jolloin Caterpillarin tuotteiden käyttäjät saavat nopeasti kuluneen osan tilalle kunnostetun. Vuonna 2012 Caterpillar keräsi 2,2 miljoonaa komponenttia uudelleenvalmistamista varten (ERN 2015).
Suomessa työkoneiden osien uudelleenvalmistukseen on panostanut erityisesti traktorivalmistaja Valtra, joka uudelleenvalmistaa traktorien vaihteistoja Äänekosken Hirvaskankaalla, sekä moottoreita ja moottorien komponentteja Nokian Linnavuoressa. Uudelleenvalmistaminen tehdään vuonna 2013 lanseeratun ”Valtra Reman” –brändin alla. Valtran reman –konseptiin kuuluu, että asiakas tilaa reman –vaihteiston ja luovuttaa samalla hajonneen tai vaurioituneen vaihteistonsa Valtralle uudelleenvalmistettavaksi. Tilauksen tehtyään, asiakkaalle lähetetään tehtaalta aiemmin uudelleenvalmistettu vastaava reman –vaihteisto. Valtran mukaan uudelleenvalmistus säästää noin 85 % tuotteen valmistukseen käytettävästä energiasta ja maksaa 60 – 70 % uuden hinnasta (Valtra 2017). Valtran reman –yksikön kokonaisvolyymista ei ole saatavilla tietoja, mutta yksikön liikevaihto on kasvanut vuosittain 25–35 % (Pitkänen 2017).
Uudelleenvalmistuksen logistiikka, motivaattorit ja haasteet
Uudelleenvalmistus vaatii jakeluverkoston lisäksi käytettyjen tuotteiden keräämiseen asiakkailta. Tätä kutsutaan käänteiseksi logistiikaksi (reversed flow), koska siinä tuote liikkuu asiakkaalta takaisin valmistajalle. Tuotteiden logistiikkaketjua, kun uudelleenvalmistus ja käänteinen logistiikka on mukana, on havainnollistettu kuvassa 3.
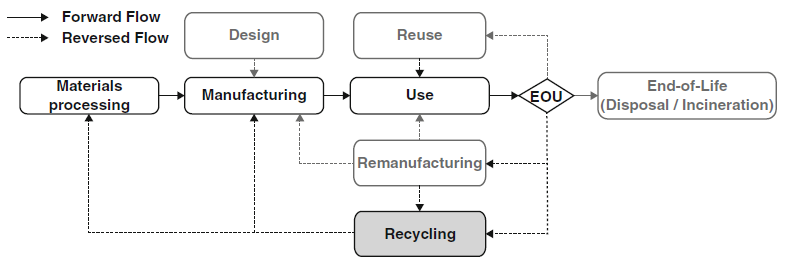
Uudelleenvalmistettavien aihioiden (engl. core) kerääminen, eli juuri tämä reversed flow, onkin usein suurin haaste pienelle, itsenäiselle remanufacturing –yritykselle.
Uudelleenvalmistusta alettiin alun perin harjoittaa taloudellisten hyötyjen takia. Uudelleenvalmistetut tuotteet/komponentit myydään halvemmalla, mutta niistä on mahdollista saada suhteellisesti suurempi voitto kuin uusista tuotteista. Hintoja ja voittoja uudelleenvalmistuksessa on havainnollistettu kuvassa 4.
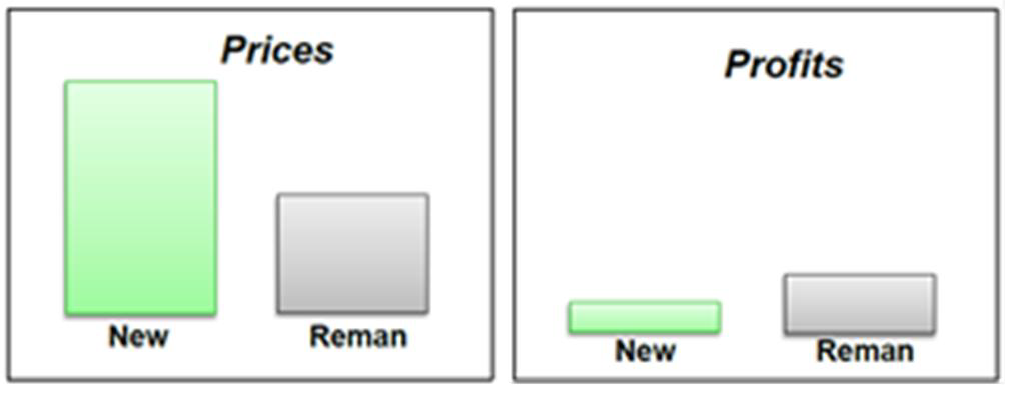
Parhaimmillaan uudelleenvalmistus tarjoaa taloudellisen win-win –tilanteen, jossa asiakas saa uudenveroisen tuotteen edullisempaan hintaan ja valmistaja suuremman tuoton kuin uudesta vastaavasta tuotteesta (Karvonen et al 2015).
Uudelleenvalmistuksen motivaatiotekijät, haasteet tai vaikeudet ovat erilaisia kuin perinteisessä valmistuksessa. Näitä on selvitetty ERN:n eurooppalaisille uudelleenvalmistusta harjoittaville yrityksille tekemässä kyselyssä (ERN 2015) sekä Tekesin DemaNET-hankkeen yhteydessä myös suomalaisilta yrityksiltä (Hämäläinen et al 2014). Kyselyyn vastanneiden yritysten suurimmat motivaatiotekijät lisätä uudelleenvalmistusta ovat:
- Uudelleenvalmistuksen hyvä voittomarginaali
- Ympäristövastuullisuus
- Uudelleenvalmistuksen tuomat strategiset edut
- Markkinaosuuden kasvattaminen
Yritysten ilmoittamat yleisimmät vaikeudet tai haasteet ovat:
- Saada kerättyä markkinoilta riittävästi kuluneita, käytöstä poistettuja komponentteja, aihioita uudelleenvalmistukseen, tai näiden aihioiden laatu.
- Uudelleenvalmistuksen varsinaisiin valmistusprosesseihin ja uudelleenvalmistettavuuteen liittyvät haasteet.
- Myyntikanavien puute.
- Lainsäädännön asettamat rajoitteet.
Esimerkki lainsäädännön uudelleenvalmistukselle asettamista rajoitteista on lainsäädännön asettamat vaatimukset laitteiden hygienialle ja turvallisuudelle, jotka rajoittavat elintarviketeollisuuden koneiden ja laitteiden uudelleenvalmistusta (ERN 2015).
Uudelleenvalmistuksen potentiaali
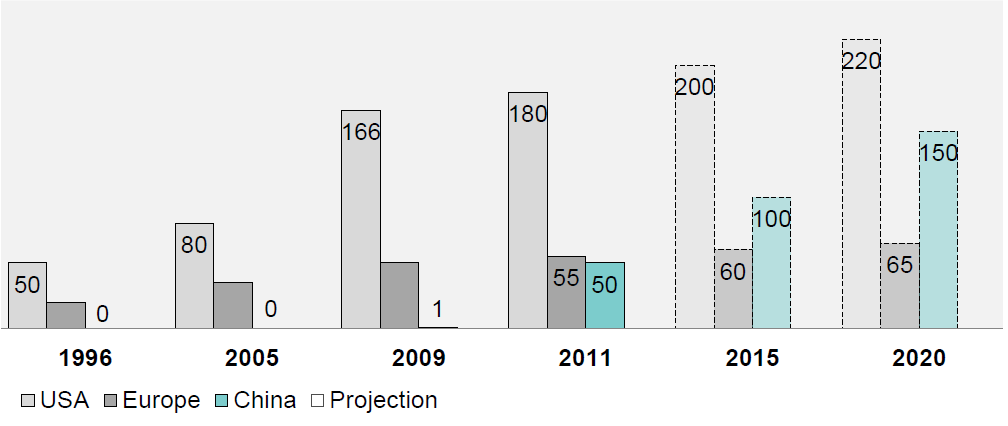
Uudelleenvalmistusta on siis ollut olemassa jo kauan, mutta sen volyymi verrattuna perinteiseen uudisvalmistukseen on ollut melko pieni. Uudelleenvalmistuksen potentiaali on kuitenkin suuri. Kuvassa 5 on esitetty USA:n ulkomaankaupan komission (USITC, United States International Trade Commission) vuonna 2012 tekemä ennuste uudelleenvalmistuksen kasvusta ja työllistävyydestä vuoteen 2020 mennessä USA:ssa, Euroopassa ja Kiinassa.
Uudelleenvalmistuksen tilanteesta tämän vuosikymmenen alkupuolella USA:ssa (USITC 2012) ja Euroopassa (ERN 2015) on saatavilla vertailukelpoista materiaalia, josta käy esille myös eri toimialojen volyymi. Taulukoissa 1 ja 2 on esitetty näitä uudelleenvalmistuksen tunnuslukuja.
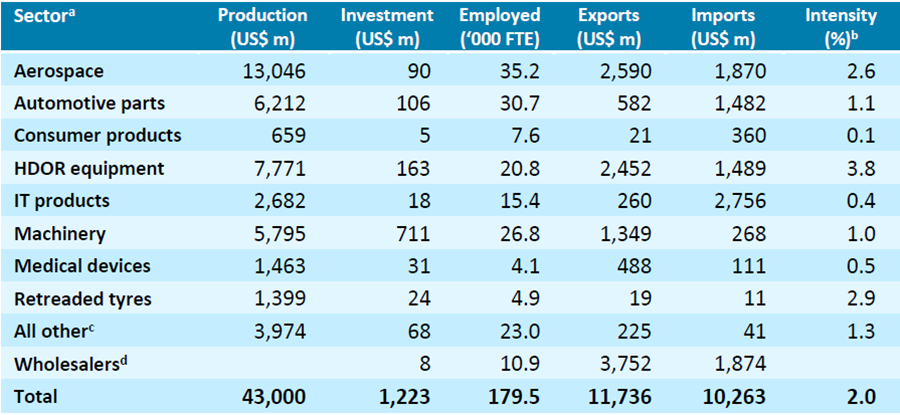
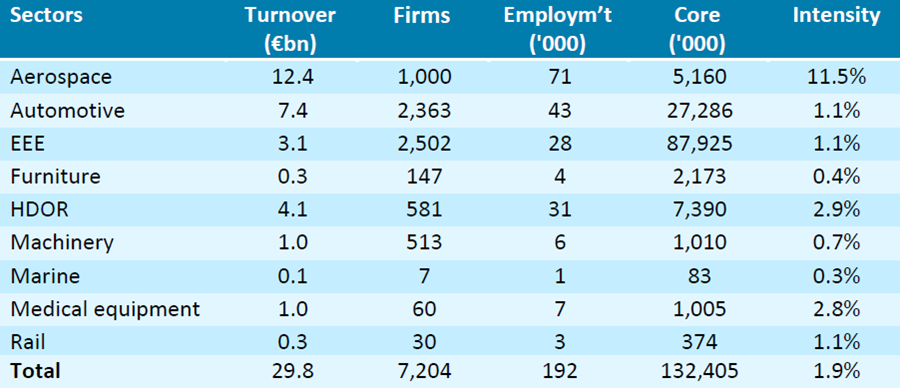
Uudelleenvalmistuksen kokonaispotentiaali Euroopassa oli noin 30 miljardia euroa ja USA:ssa noin 43 miljardia dollaria. Eurooppalainen alan järjestö, European Remanufacturing Network (ERN) arvioi vuonna 2015, että vuoteen 2030 mennessä Euroopan uudelleenvalmistuksen volyymi voisi olla välillä 70 – 100 miljardia euroa ja se voisi työllistää jopa 450 000 – 600 000 ihmistä. Taulukoiden oikeanpuolimmaisessa sarakkeessa on esitetty myös intensiteettilukuja. Tämä ns. Reman–intensiteetti mittaa uudelleenvalmistettujen (Reman) tuotteiden osuutta koko toimialan tuotteiden myynnistä, rahalla mitattuna (Karvonen et al, 2015). Taulukossa (alla) nähdään, että suurimmillaan tämä reman-intensiteetti oli vuonna 2012 USA:ssa raskaiden ajoneuvojen komponenteilla 3,8% (HDOR, Heavy Duty and Off-Road) ja Euroopassa lentokoneteollisuuden komponenteilla, peräti 11,5%.
Sitran raportissa ”Kiertotalouden mahdollisuudet Suomelle” arvioitiin, että koko kiertotalous tarjoaa Suomen kansantaloudelle varovasti arvioiden 1,5–2,5 miljardin euron arvopotentiaalin vuoteen 2030 mennessä. Tästä kokonaispotista arvioitiin uudelleenvalmistuksen ja uudelleenkäytön toimintamallien tuovan Suomen konepajateollisuudelle varovaisesti arvioituna 300–450 miljoonan euron vuosittaisen liikevaihtopotentiaalin (Arponen et al 2014).
CINEMA–projekti ja uudelleenvalmistus
EU-alueohjelma Interreg Pohjoisen rahoittamassa projektissa: ”CINEMA – Towards circular economy via ecodesign and sustainable remanufacturing”, on tavoitteena tunnistaa ne komponentit teollisuudessa, joilla on suurin potentiaali uudelleenvalmistukseen, ts. joiden uudelleenvalmistuksella saadaan suuri kustannussäästö, sekä myös energian- ja raaka-aineiden säästö.
Projektissa on Centrian lisäksi tutkimuspartnereina Tampereen yliopiston, eli entisen Tampereen teknillisen yliopiston materiaaliopin laitos, sekä Luleån teknillisen yliopiston tuotantotekniikan osasto. Kolmevuotisen (06/2018 – 05/2021) projektin kokonaisbudjetti on noin 900 000 €. Yrityspartnereina on 7 yritystä Suomesta sekä 4 Ruotsista, jotka toimivat metalliteollisuudessa, valmistajana tai kunnossapidossa.
Projektissa sovelletaan erilaisia menetelmiä lisätä (metalli)materiaalia komponenttien kuluneisiin alueisiin, kuten kaarihitsaus, laserpinnoitus, terminen ruiskutus ja kylmäruiskutus. Myös polymeeripohjaisten materiaalien käyttäminen on yksi testattavista menetelmistä. Projektin tuloksia ja kokemuksia hyödynnetään todellisten, teollisuuden komponenttien uudelleenvalmistuksessa.
Lähteet:
Outline of a Circular Economy. Ellen MacArthur Foundation. https://www.ellenmacarthurfoundation.org/circular-economy/infographic (05/2019)
Nevala, H-M. (2017). Konecranes: aktiivisia työntekijöitä ja kiertotaloutta käytännössä. https://www.kadenjalki.fi/blogi/konecranes/ (05/2019)
Seppälä et al (2016). Kiertotalous Suomessa – toimintaympäristö, ohjauskeinot ja mallinnetut vaikutukset vuoteen 2030. Valtioneuvoston selvitys-ja tutkimustoiminnan julkaisusarja 25/2016.
BS 8887-2 (2009). Design for manufacture, assembly, disassembly and end-of-life processing (MADE). Terms and definitions. British Standards Institution.
Lund, R.T. (1984). Remanufacturing: The experience of the USA and implications for the Developing Countries. World Bank Technical Paper No. 3.
Sundin, E. ja Lee, H.M. (2012). In what way is remanufacturing good for the environment? In design for innovative value towards a sustainable society (pp. 552-557). Springer, Dordrecht.
Pinnoitetut renkaat (2012). Autonrengasliitto Ry. http://www.autonrengasliitto.fi/arl/wp-content/uploads/2016/04/Pinnoitetut_renkaat_julkaisu2012.pdf (05/2019)
Matsumoto M. ja Ijomah W. Handbook of Sustainable Engineering. Osa 23, Remanufacturing, sivut 389-408. 2013.
Kokkola LCC Oy (2019). https://lcc.fi/toimialat/kaivosteollisuus/ (05/2019)
Huoltoa & Huolenpitoa, Valtra huoltopalveluiden asiakaslehti, lokakuu-joulukuu 2017, https://www.agcosuomi.fi/images/huolto-varaosat/Valtra_HH_lokakuu-marraskuu-2017.pdf
Pitkänen A. (2017). Teollisen uudelleenvalmistuksen edellytykset ja mahdollisuudet. Kandidaatintyö, Lappeenrannan teknillinen yliopisto.
Arponen J., Granskog A., Pantsar-Kallio M., Stuchtey M., Törmänen A., Vanthournout H. (2014) Kiertotalouden mahdollisuudet Suomelle. Sitran selvityksiä 84. ISSN 1796-7112. https://media.sitra.fi/2017/02/23221555/Selvityksia84.pdf (05/2019)
Guidat Thomas (2014). Remanufacturing in the European automotive market. DEMANET Project Final Meeting
Remanufacturing Market Study. ERN – European Remanufacturing Network. https://www.remanufacturing.eu/assets/pdfs/remanufacturing-market-study.pdf (05/2019)
Hämäläinen S., Karvonen I., Laukkanen M., Jansson K., Patala S., Tonteri H., Uoti M., Vatanen S ja Antikainen M. Teollisuuden uudet verkostomaiset toimintamallit materiaalitehokkuuden ja kestävän kilpailukyvyn edistäjinä. Jyväskylän yliopisto. N:o 206/2014.
Remanufactured Goods: An Overview of the U.S. and Global Industries, Markets, and Trade. USTIC – United States International Trade Commission, Investigation No. 332-525. 2012. https://www.usitc.gov/publications/332/pub4356.pdf (05/2019)
Karvonen I., Jansson K., Vatanen S., Tonteri H., Uoti M. ja Wessman-Jääskeläinen H. (2015). Uudelleenvalmistus osana kiertotaloutta. VTT Technology 2015, http://www.vtt.fi/publications/index.jsp (05/2019)
Ortegon K., Nies L. ja Sutherland J.W. (2014) Remanufacturing. In: The International Academy for Production Engineering, Laperrière L., Reinhart G. (eds) CIRP Encyclopedia of Production Engineering. Springer, Berlin, Heidelberg.
Guidat T., Uoti M., Tonteri H. ja Määttä, T. (2015). A classification of remanufacturing networks in Europe and their influence on new entrants. Procedia CIRP, 26, pp.683-688.
Steinhilper R. (2012). Remanufacturing – the View from Europe. World Remanufacturing Summit 2012, Bayreuth, Germany.
Jonne Näkki
TKI-asiantuntija
Centria-ammattikorkeakoulu
p. 044 725 0252
jonne.nakki@centria.fi