


Janne Pelo
Simo Hakala
Pekka Haapala
Sami Sarlin
Harri Liias

Yhteistyörobotiikalla voidaan nopeuttaa ja helpottaa hitsaajan työtä. Hitsaus on yhteistyörobotiikan täyden hyödyn saannin kannalta usein haasteellinen prosessi, mutta käyttömahdollisuuksia kuitenkin riittää.
Hitsaus on yksi ensimmäisistä työtehtävistä, joita on onnistuttu siirtämään teollisuusrobotin tehtäväksi. Viime vuosina markkinoille on ilmestynyt runsaasti yhteistyörobotteja eli cobotteja, joita hyödyntämällä voidaan parhaimmillaan yhdistää robottikäsivarren tarkkuus ja väsymättömyys ihmisen päätöksentekokykyyn turvallisesti.
Maailman robotiikkajärjestö IFR:n (2025) mukaan yhteistyörobottien käyttö on voimakkaassa kasvussa: tällä hetkellä maailmanlaajuisesti asennettavista robottijärjestelmistä noin 15 prosenttia käyttää yhteistyörobotiikkaa.
HEMIC – Heavy Metal Industry Cluster with a Research Hub -hankkeessa (myöh. HEMIC-hanke) tutkittiin yhteistyörobotiikan hyödynnettävyyttä pk-yritysten hitsaustehtävissä. Suoraan yhteistyörobotiikan käytettävyyteen liittyviä demonstraatioita toteutettiin hankkeen aikana kymmenen kappaletta Pohjois-Pohjanmaalla Oulun Eteläisen alueella.
Tähän julkaisuun on koottu keskeisiä havaintoja yhteistyörobotiikan hyödynnettävyydestä hitsaustehtävissä. Seuraavaksi tarkastellaan robottihitsauksen kehittämiseen liittyviä keskeisiä teemoja, kuten robottiturvallisuutta, jigitöntä hitsausta, ihmistoleransseja sekä robottihitsauksen soveltuvuutta erilaisiin käyttötilanteisiin. Esimerkkeinä toimivat korjaushitsaus ja ohutlevyteollisuus. Eri teemojen kohdalla jaetaan HEMIC-hankkeen aikana yrityskentältä saatuja kokemuksia.
Modernit teknologiat helpottavat robottien ohjelmoitavuutta ja mahdollistavat älykkäämmän robottihitsauksen. Lopuksi käsitellään 3D-skannausta ja XR-teknologioita, joita voidaan hyödyntää hitsauksessa ja laadunvarmistuksessa.
Kehittynyt robotiikka yhdistää ihmisen päätöksenteon ja robotin tarkkuuden
Ihmisen ja robotin yhteistoiminnalle on määritettävissä eri tasoja sovelluksen sisältämän vuorovaikutuksen tason mukaan. Perinteisissä teollisuusrobottijärjestelmissä vuorovaikutuksellisuutta ei käytännössä ole lainkaan, kun taas kehittyneemmissä yhteistyörobottijärjestelmissä vuorovaikutusta voi olla vastaavasti hyvin paljon (kuvio 1). Kehittyneet teknologiat ja hyvin suunniteltu järjestelmä mahdollistavat jopa kappaleen samanaikaisen työstämisen esimerkiksi pitkissä hitsauskokoonpanoissa. (Association for Advancing Automation 2024.)
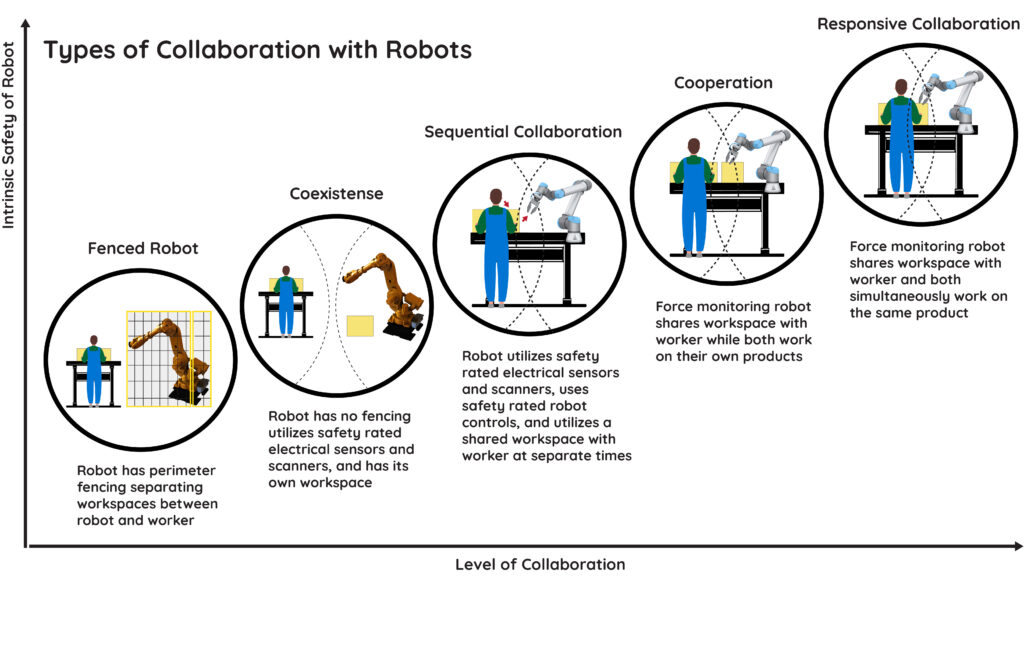
Kuviossa 1 on nähtävissä ihmisen ja robotin yhteistoiminnan eri tasot. Se havainnollistaa, kuinka robottijärjestelmän turvallisuuden kasvaessa sen mahdollisuudet yhteistoiminnalle kasvavat. Yhteistoiminnallinen robottijärjestelmä on parhaimmillaan yhdistettäessä robotin tarkkuus ja kestävyys ihmisen kykyyn tehdä päätöksiä ja valvoa prosessia.
Yhteistyörobottijärjestelmä on konedirektiivin mukainen kone, joiden turvallista suunnittelua ohjataan yhteistyörobotiikan tapauksessa C-tyypin standardilla SFS ISO 10218-2. Jotta järjestelmä on yhteistoiminnallinen, tulee sen täyttää vähintään yksi seuraavista vaatimuksista: tehon ja voiman rajoittaminen, nopeuden ja vähimmäisetäisyyden valvonta, käsiohjaus, ja turvaluokiteltu valvottu pysäytys. Kun järjestelmä toteuttaa jotain näistä periaatteista, se voidaan luokitella yhteistoiminnalliseksi.
Cobotit toteuttavat yleensä vähintään kahta näistä vaatimuksista: yleisimmin tehon ja voiman rajoittaminen sekä käsiohjaus. Cobottijärjestelmän turvallisuus ja helppokäyttöisyys perustuvat siihen, että ohjelmapisteet voidaan näyttää ohjelmoitaessa käsin ohjaamalla, ja että työn aikana robotin kohdistuvaa voimaa valvotaan nivelkohtaisin mittauksin. Voiman raja-arvojen ylitys johtaa turvaluokiteltuun pysäytykseen esimerkiksi cobotin törmätessä ihmiseen.
Hitsausrobottijärjestelmät vaativat usein ulkoisia apuakseleita joko robotin työalueen laajentamiseksi tai kappaleen asemoimiseksi. Yhteistoiminnallisia apuakseleita on markkinoilla jo saatavilla, esimerkiksi Thomson Movotrak, Rollon Cobot Transfer Unit ja Cobotracks LM CRX. Ei-kollaboratiivisissa apuakseleissa ei ole nopeuden ja voiman tunnistusta, mikä yleensä rajoittaa ihmisen ja robotin välisen yhteistyön tasoa.
Käsinhitsauksesta robotiikkaan – mitä muuttuu?
Perinteisessä käsinhitsauksessa ammattitaitoinen hitsaaja pystyy lennosta kompensoimaan esivalmisteiden kokoheittoja ja railojen epätarkkuuksia. Kun prosessiin tuodaan robotti, tämä inhimillinen joustavuus katoaa. Robotti toistaa ohjelmoidun radan täsmälleen opetetun mukaisesti välittämättä siitä, onko rako kasvanut millimetrin vai kolme.
HEMIC-hankkeen yrityspiloteissa havaittiin, että menestyksekäs cobottihitsaus vaatii lähes poikkeuksetta merkittävää laadunnostoa hitsausta edeltävissä työvaiheissa, kuten leikkauksessa ja särmäyksessä. Jos osat on suunniteltu ihmisen hitsattavaksi väljillä toleransseilla, robotin käyttö vaikeutuu huomattavasti ilman kalliita konenäköratkaisuja tai erittäin tarkkoja kiinnittimiä.
Tuotantotilojen layout on tyypillisissä pk-yrityksissä optimoitu ajan saatossa täysin manuaalihitsausta varten. Materiaalivirrat, nosturien sijainnit, sähkönsyötöt ja työpisteiden sijoittelu on suunniteltu ihmisen ehdoilla. Cobotin vieminen tällaiseen perinteiseen ”käsinhitsausympäristöön” vaatii lähes aina uudenlaista ajattelua. Vaikka cobotit ovat turvallisempia ja vaativat vähemmän tilaa vieviä turva-aitoja kuin raskaat teollisuusrobotit, niiden tehokas käyttö edellyttää loogista materiaalivirtaa. Jotta robotti ei seisoisi toimettomana odottamassa osia, hitsaussolun ympäristön logistiikka ja kappaleiden käsittely on suunniteltava uudelleen robotin ehdoilla.
Yhteistyörobotiikka korjaushitsaamisessa, ohutlevyteollisuudessa ja raskaassa konepajateollisuudessa
Korjaushitsaus mielletään usein pelkästään ihmisen tehtäväksi, sillä korjattavat kappaleet ja kulumat ovat jokaisessa työssä yksilöllisiä. HEMIC-hankkeessa cobottia testattiin raskaiden työkoneiden korjaushitsausympäristössä. Vaikka yksittäisen, satunnaisen murtuman hitsaaminen robotilla ei aina ole kannattavaa, cobotti osoitti vahvuutensa toistuvissa korjauksissa. Esimerkiksi maansiirtokoneiden kulutusosien säännöllisessä kovahitsauksessa cobotin käsinohjaus mahdollistaa nopean radan opettamisen kulumisalueelle. Tämä keventää merkittävästi hitsaajan fyysistä rasitusta yksitoikkoisessa täyttötyössä.
Haasteita kohdattiin suuremmissa kohteissa, kuten ison kaivoskoneen kauhan huulilevyn vaihdossa. Tällaisissa tapauksissa cobotin rajallinen liikerata tuottaa ongelmia. Esimerkiksi taka-askelhitsauksessa robotin pitäisi yltää koko liitoksen matkalle ilman siirtoja. Lisäksi vanhan rungon lämpövetely hitsauksen aikana saa kappaleen elämään, jolloin ennalta ohjelmoitu rata ei osu railoon. Isojen ja elävien rakenteiden korjaushitsauksessa robotti vaatiikin tuekseen automaattista railonseurantaa toimiakseen luotettavasti.

Ohutlevyteollisuudessa cobotti on usein omimmillaan, sillä valmistussarjat ovat tyypillisesti isompia ja esivalmisteet mittatarkempia. Ohutlevyjen hitsauksessa suurimmaksi haasteeksi muodostuu kappaleiden lämpövetely ja laadukkaiden kiinnittimien eli jigien vaatimus. Koska ainevahvuudet ovat pieniä, hitsausparametrien ja liikeratojen on oltava erittäin tarkkoja, jotta läpipalamiselta vältytään. Cobotin etuna ohutlevypuolella on sen kyky tuottaa täysin tasalaatuista jälkeä ja oikeaa kuljetusnopeutta, mikä minimoi lämmöntuonnin kappaleeseen.

Raskaassa konepajateollisuudessa käsitellään suuria ainevahvuuksia, mikä vaatii pitkiä hitsausaikoja, suuria virtoja ja usein monipalkohitsausta. Ihmiselle tämä on fyysisesti äärimmäisen kuormittavaa työtä, joka altistaa jatkuvalle kuumuudelle ja savukaasuille. Cobotin tuominen tähän ympäristöön tarjoaa valtavan ergonomiahyödyn, sillä ihminen voi siirtyä hitsaajasta laitteiston operaattoriksi. Raskaassa teollisuudessa cobotin virtalähteen ja polttimen on oltava raskaaseen käyttöön suunniteltuja (esimerkiksi vesijäähdytteisiä) kestääkseen pitkiä paloaikoja ilman ylikuumenemista.
Jigitön hitsaus vaatii tarkkuutta ja esivalmistelua
Jigitön hitsaus tarkoittaa hitsaamista ilman kiinteitä hitsauskiinnittimiä eli jigejä. Jigitöntä hitsausta toteutetaan yleensä kahden robotin järjestelmällä, jossa toinen robotti asemoi työkappaletta toisen robotin hitsattavaksi. Keskeisiä jigittömän hitsauksen etuja ovat joustavampi tuotanto ja jigisuunnittelun tarpeen vähentyminen, mutta se vaatii tarkoin kontrolloitua hitsausjärjestystä kappaleen lämpövääntymien ehkäisemiseksi.
Jigitön cobottihitsaus ei vaikuta saatavilla olevan tiedon vähyyden perusteella vielä nostaneen päätään muun robottihitsauksen seasta. Teknisesti jigitön hitsaus cobotilla on täysin tehtävissä, mutta kynnyskysymys lienee pääteltävissä robottien ja cobottien roolieroilla. Cobotteja suositaan pienillä sarjoilla, ja etuna näissä on nimenomaan ohjelmoinnin nopeus ja helppous, eli yksinkertaisuus. Useamman cobotin ohjelmointi syö helposti tätä etua eikä myöskään yhtä helposti kuoleta usean cobottikäsivarren hienoisesti korkeampaa hankintakustannusta.
Jos halutaan käyttää etäohjelmoinnin suomaa joustavuutta, cobotin liikuteltavuus ei tuo lisäarvoa prosessiin, sillä paikoitustarkkuuden varmistamiseksi usean koneen kokoonpano on jollain tavalla luotettavasti paikoitettava käytettävään työtilaan sekä suhteessa toisiinsa. Tähän voidaan kompromissiratkaisuna tehdä liikuteltava alusta, missä kaikki hitsaussolun laitteet ovat kiinteästi paikoillaan, mikä hieman heikentää cobottien liikuteltavuutta.
Suuremmilla kappaleilla erityisesti robottikäsivarsien ominaisuutena paremmat ulottumat nousevat helposti kollaboratiivisuuden ohi. Robotin nopeuskaan tuskin kasvaa ratkaisevaksi tekijäksi, sillä hitsauksen aikainen kuljetusnopeus on sama molemmilla ja muiden liikkeiden osuus sykliajassa tuskin nousee merkittävästi käytettäessä cobottia robotin sijaan.
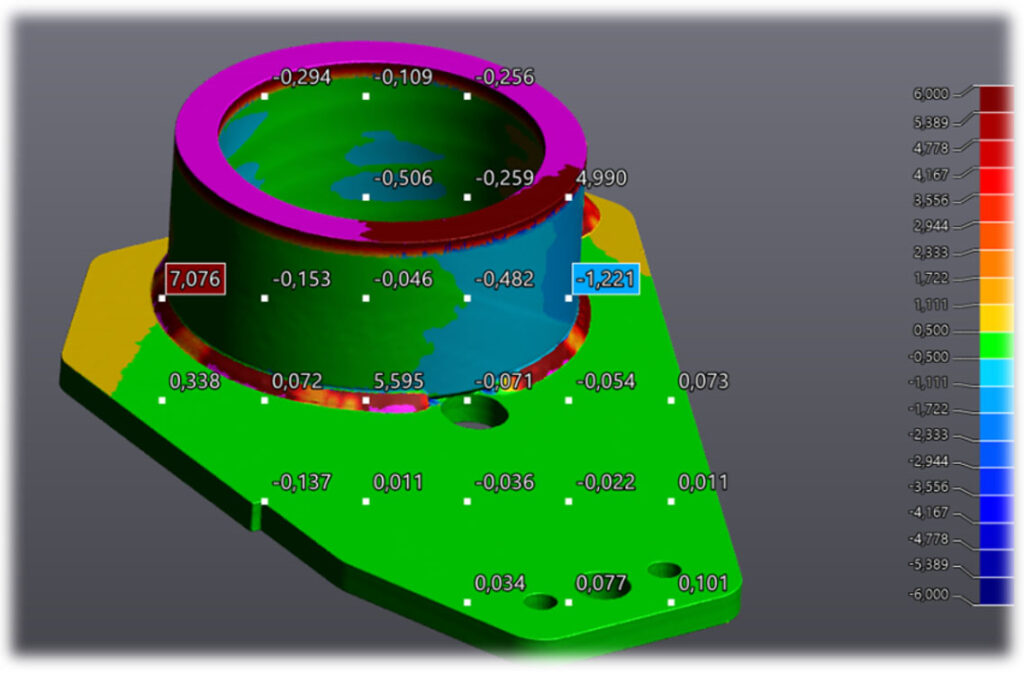
3D-skannauksen hyödyntäminen robottihitsauksessa ja laadunvarmistuksessa
3D-skannausta voidaan hyödyntää robottihitsauksessa kappaleen paikoitukseen sekä todellisen kappaleen geometrian määrittämiseen. Kehittyneet järjestelmät pystyvät määrittämään hitsien sijainnit ja robottien liikeradat osittain automaattisesti (esimerkiksi https://verbotics.com/). Tämä helpottaa kappaleen kiinnitystä ja paikoitusta erityisesti piensarja – ja vaihtelevassa tuotannossa kuten korjaushitsaamisessa. Automatiikka säästää myös aikaa ja vähentää kalliiden tarkkojen kiinnitinkokonaisuuksien tarvetta. Osa järjestelmistä kykenee paikoituksen lisäksi analysoimaan hitsirailojen geometriaa sekä säätämään hitsausarvoja ja hitsien lukumäärää saadun skannausdatan perusteella (esimerkiksi https://www.agrrobotics.com/technology-solutions/3d-vision-systems-robotic-welding.html).
Robottihitsauksen laadunvalvonnassa 3D-skannaus voidaan toteuttaa sekä ennen hitsausta että sen jälkeen. Näin saadaan talteen kappaleen geometria, muodonmuutokset sekä hitsien sijainnit ja mitat. Saadun datan perusteella voidaan suorittaa vertailevaa mittausta, jolloin mahdolliset poikkeamat voidaan havaita ja poistaa tuotannosta jo hyvissä ajoin.
Hitsauskameran testaus juuren paikoituksessa putken sisäpuolelta
Hitsauksen laadunvarmistus on erityisen kriittistä vaativissa putkistohitsauksissa. HEMIC-hankkeen aikana testattiin erikoisrakenteiseen laservalaistukseen perustuvan hitsauskameran hyödyntämistä yrityksessä, joka valmistaa suuria, kirkkaasta levystä tehtyjä putkistoja. Aiemmin putken sisäpuolisen juuren hitsauksen tarkkailuun oli kokeiltu auton peruutuskameraa, joka osoittautui kirkkaassa valokaaressa riittämättömäksi ja epätarkaksi.
Uuden hitsauskameran tuominen putken sisälle ratkaisi tarkkuusongelman: valokaaren häikäisy saatiin suodatettua pois ja kuvan terävyys oli erinomainen. Laservalaistukseen perustuvan kameran tuottama kuva on kuitenkin mustavalkoinen, joten hitsaajan on mahdotonta erottaa visuaalisesti sulan ja kiinteän metallin rajaa sekä arvioida tarkasti hitsin lämpötilakäyttäytymistä värisävyjen perusteella.
Vaikka kameran tekninen erottelukyky oli riittävä, mustavalkoisuus osoittautui kynnyskysymykseksi, eikä laitteisto lopulta soveltunut toivotulla tavalla juurihitsin reaaliaikaiseen paikoittamiseen kesken hitsauksen. Tämä kokeilu on erinomainen esimerkki siitä, miten ”test before invest” -toimintamalli säästää yrityksiä virheinvestoinneilta paljastamalla teknologioiden käytännön rajoitteet aidoissa tuotanto-olosuhteissa.
Cobotin joustavuus tuo lisäarvoa
Millaisessa hitsauskokoonpanossa yhteistyörobotti on perinteistä teollisuusrobottia parempi vaihtoehto? Cobottien suurin etu on sijoitettavuuden joustavuus, kun cobotti voidaan tuoda työkohteen luo, eikä päinvastoin. Työkohteen kokoa ei näin rajoita robottisolun suojalaitteiden tai -esteiden rajaama tila, vaan mahdollisesti tarvittava suojaus esimerkiksi valokaarelta voidaan toteuttaa helposti paikallisella suojaverholla.
Coboteissa käytetään lähes poikkeuksetta helposti omaksuttavaa ohjelmointiympäristöä, joka ei vaadi suurta erityisosaamista. Tämä laskee kynnystä ensimmäisen robotisoidun hitsaussovelluksen hankintaan. Kyseiset ominaisuudet tekevät cobotista arvokkaan lisän esimerkiksi korjaushitsauksiin tai pieniä sarjoja valmistaville konepajoille, joilla ei entuudestaan ole käytössään hitsausrobotteja.
Centrian yhteistyökumppaneina HEMIC-hankkeessa ovat toimineet Ylivieskan kaupunki ja Jokilaaksojen koulutuskuntayhtymä JEDU. Vuoden 2026 kesäkuun loppuun jatkuvaa hanketta rahoittavat Euroopan unioni ja Pohjois-Pohjanmaan liitto.
Lähteet
Association for Advancing Automation. 2024. Automation’s Biggest Challenges: Full Human-Robot Collaboration. Saatavissa: https://www.automate.org/industry-insights/exploring-human-robot-collaboration. Viitattu 25.5.2026
IFR (International Federation of Robotics). 2025. World Robotics 2025 report – INDUSTRIAL ROBOTS –released by IFR. Global Robot Demand in Factories Doubles Over 10 years. Saatavissa: https://ifr.org/ifr-press-releases/news/global-robot-demand-in-factories-doubles-over-10-years. Viitattu 25.5.2026
Zeta Group Engineering. 2024. Working with Robots: A guide to the Collaboration Levels Between Humans and Robots. Saatavissa: A Guide to the Levels of Collaboration with Robots. Viitattu 20.5.2026
Janne Pelo
TKI-kehittäjä
Centria-ammattikorkeakoulu
p. 050 463 1921
Simo Hakala
TKI-asiantuntija
Centria-ammattikorkeakoulu
p. 050 570 0351
Pekka Haapala
TKI-asiantuntija
Centria-ammattikorkeakoulu
p. 040 356 4674
Sami Sarlin
TKI-asiantuntija
Centria-ammattikorkeakoulu
p. 040 3526 322
Harri Liias
Tuntiopettaja, metalliala (Kalajoki)
Jokilaaksojen koulutuskuntayhtymä JEDU
p. 040 150 8468