

Janne Hanhiniemi
Artikkeli käsittelee keskeisiä eroja kuluttajille suunnattujen ja räätälöityjen suuren mittakaavan 3D-tulostimien välillä sekä korostaa suuren mittakaavan tuomia haasteita suunnittelun ja prosessin hallinnan kannalta.
Puhuttaessa tavanomaisesta 3D-tulostimesta se on pöytäpinnalle asetettava ja tulostusmateriaalina toimii kestomuovi. Prosessista käytetään nimitystä FFF (fused filament fabrication). Nykypäivän FFF-3D-tulostimet ovat edullisia, laadukkaita ja helppokäyttöisiä. Hyvän 3D-tulostimen saa 300 eurolla, ja puolen tunnin YouTube-video antaa riittävän perehdytyksen ensimmäisen 3D-mallin tulostamiseen. Käyttäjän tekninen ymmärrys kehittyy omalla tahdilla – lähinnä etsiessä keinoja parantaa tulostuslaatua tai syytä miksi tuloste epäonnistuu kesken tulostuksen. Netti on pullollaan harrastajien itse mallintamia kappaleita, joita voi tulostaa napin painalluksella. 3D-tulostimien suosio on lisännyt kilpailua ja kilpailu laatua, mikä on tehnyt 3D-tulostuksesta saavutettavamman harrastuksen käyttäjäystävällisyyden parantuessa ja laitteiston hinnan laskiessa.
Koko 3D-tulostinmarkkinasektorin yhdistetty vuotuinen kasvuvauhti vuosina 2018–2023 oli 18,7 prosenttia, eli markkinasektori tuplaantui neljässä vuodessa. Vuonna 2024 ammattitason (hintaluokka 2 500–20 000 $) 3D-tulostimien myynti laski 32 prosentilla edellisvuoteen verrattuna, kun taas alle 2 500 dollarin 3D-tulostimien myynti kasvoi 35 prosenttia. Tätä puoltaa kuluttajille miellettyjen 3D-tulostimien kehittyneisyys, joka tekee niistä ominaisuuksien, suorituskyvyn ja hinnan puolesta houkuttelevan vaihtoehdon. (CONTEXT 2024; Protolabs 2024.)
Kuluttajille suunnatut 3D-tulostimet palvelevat Centria-ammattikorkeakoulun TKI-toimintaa monissa investointihankkeissa, kuten Robotrim- ja Robopinta-hankkeissa. Projekteissa on suunniteltu räätälöityjä 3D-tulostettuja komponentteja, kuten kuvassa 1 esitetty pölyn kohdepoistojärjestelmä.

3D-tulostuksen perusteet
3D-tulostuksen periaate on yksinkertainen: muovi lämmitetään sulaksi tulostuspäässä ja sula muovi pursotetaan suuttimen läpi. Suuttimen sijaintia muuttamalla tasomaisella tulostuspinnalla sulan muovin virratessa suuttimesta kappale tulostetaan kerros kerrokselta tasosta ylöspäin. Tyypillinen kerroskorkeus on 0,2 millimetriä. Viipalointiohjelma (slicer) pilkkoo tulostettavan kolmiulotteisen kappaleen viipaleisiin, joista kukin kuvastaa yhtä tasomaista kerrosta, ja luo liikeratatiedon tulostimelle. Viipalointiohjelma sisältää satoja eri parametrejä, joilla voidaan hienosäätää tulostusprosessia optimaalisen pinnanlaadun ja mekaanisen suorituskyvyn saavuttamiseksi. Parametreillä voidaan muuttaa esimerkiksi tulostusnopeutta, seinämävahvuutta, sisätäytettä ja tukirakennetta.
Nykypäivän 3D-tulostimien korkea mekaaninen suorituskyky ja viipalointiohjelmien kehittyneisyys mahdollistavat hyvän tulostusjäljen usein pelkällä napin painalluksella, ja kokenutkin tulostaja usein säätää vain muutamia parametreja. Tarvitset tulostettavasta kappaleesta 3D-mallin, jonka voit suunnitella itse tai ladata tuhansien käyttäjien netissä jakamista malleista. Kappale, joka muodostuu tuhannesta kerroksesta ja sadoista hyppäyksistä yksittäisen kerroksen sisällä tulostuu vaivatta: painetaan nappia ja katsotaan, onnistuiko, ja jos ei, niin tulostetaan uusiksi asetuksia muuttamatta. Toinen perättäinen epäonnistunut tuloste vasta herättää ajatuksen, että ehkä olisi syytä puhdistaa tulostusalusta tai hidastaa tulostusnopeutta.
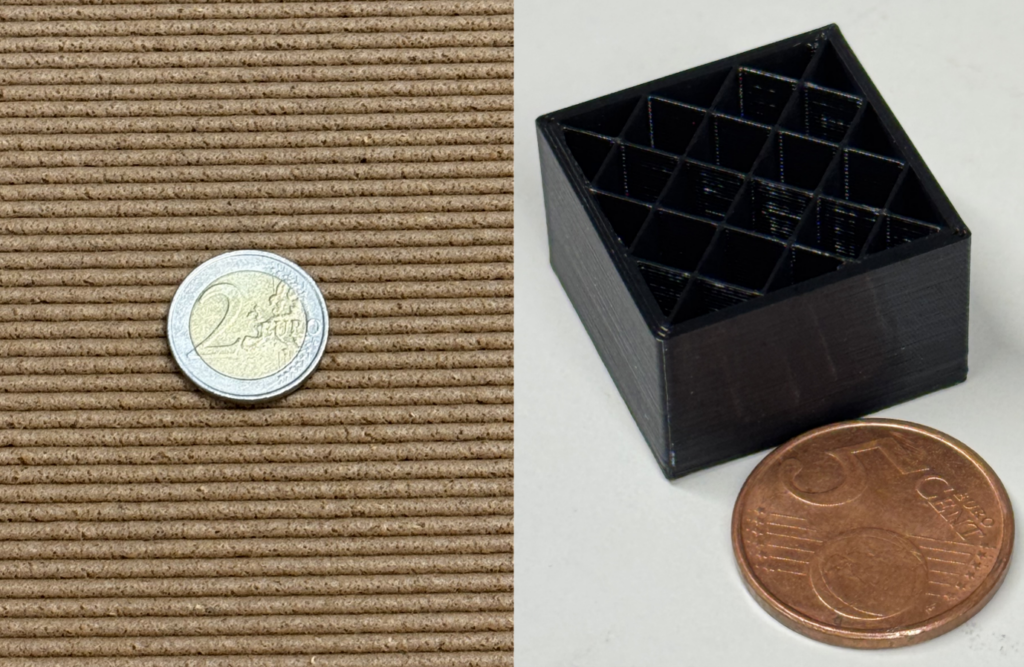
Tyypillisen pöydälle asettavan 3D-tulostimen tulostus tapahtuu noin 250 x 250 x 250 mm laajan tilan sisällä. Kappaleet tulostuvat kerros kerrokselta alustalta ylöspäin. Pursotus tapahtuu 0,4 mm suuttimen läpi liikkuen jopa 300 mm/s nopeudella tulostustasossaan. Materiaalina toimii 1,75 mm paksu kestomuovilanka eli filamentti.
Tulostettu kappale tyypillisesti koostuu
– ulkokuoresta, joka muodostuu 2–4:stä vierekkäin olevasta seinämästä
– sisätäytteestä, joka täyttää ulkokuoren väliin jäävän tilan kevyellä kennorakenteella, joka usein määritetään tilavuusprosenttina täysin umpinaisesta rakenteesta
– tukirakenteesta ulokealueilla.
Tulostuksen aikainen lämpötilanhallinta on tärkeää, mikä korostuu materiaaleilla, jotka vaativat korkean tulostuslämpötilan tai kutistuvat paljon jäähtyessään. Lämpötilaerot aiheuttavat jäännösjännityksiä, jotka edelleen aiheuttavat geometrian vääristymiä. Lisäksi jos edellinen kerros on jäähtynyt liikaa, kerrosten välinen adheesio kärsii heikentäen lujuutta edelleen. Tulostuksen aikaisten lämpötilaerojen minimoimiseksi tavanomaiset 3D-tulostimet hyödyntävät lämmitettyä tulostusalustaa, ja joissakin malleissa koko tulostustila on koteloitu ja lämmitetty. Lämmitetty alusta parantaa myös materiaalin adheesiota tulostusalustaan. (Barocio, Kapre, Pibulchinda, Ramirez, Franc & Susnjara 2022; Hoskins, Barocio, Koester, Penumadu, Kishore, Thomas, Henken, Ramírez, Kim, Ramírez, Smith, Mattingly, Duty & Kunc 2022.)
Suuren mittakaavan 3D-tulostus
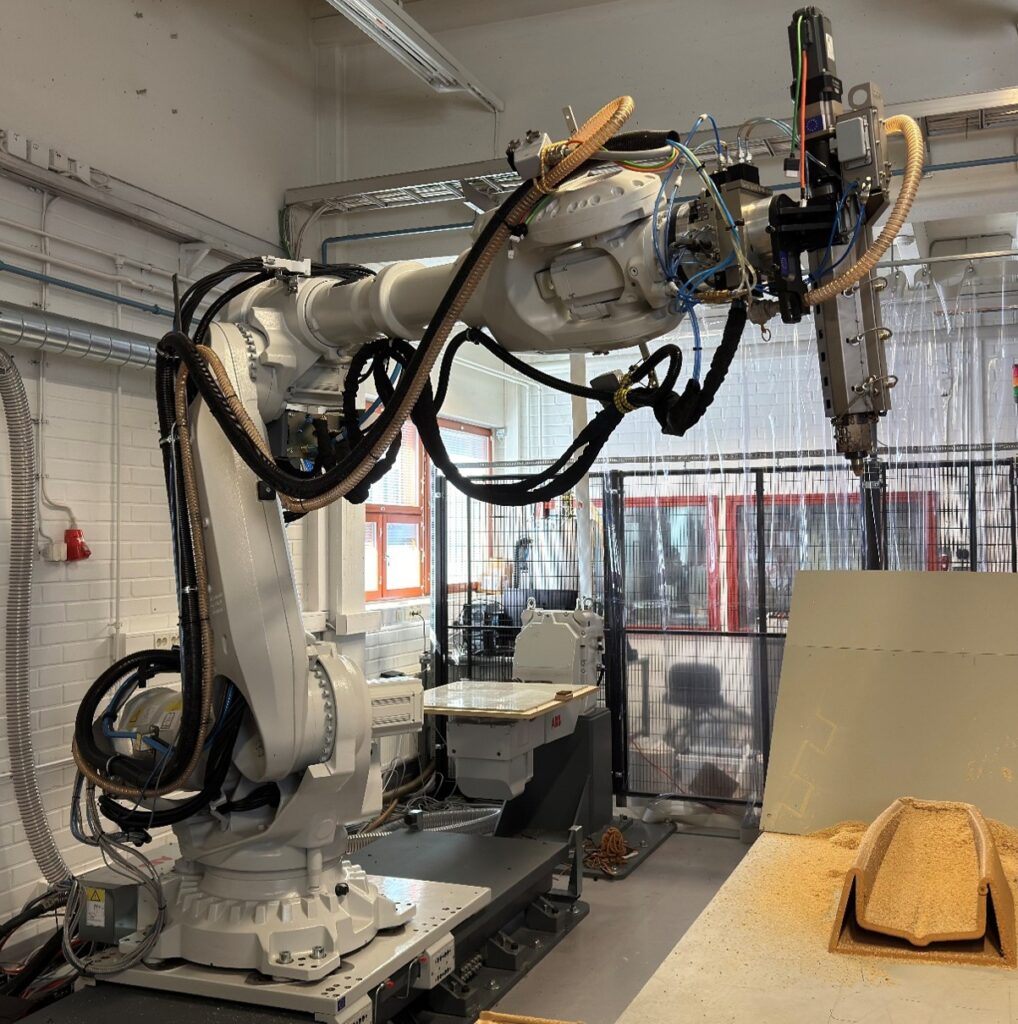
Robopinta-hankkeen keskiössä toimii ABB:n IRB 6700 -robotti oheislaitteineen. Robotilla voidaan sekä 3D-tulostaa että koneistaa kappaleita. Robottisolun
– tulostusala on komeat 2 x 1,5 x 6 m (leveys x korkeus x pituus)
– suutinkoko vaihtelee 2 ja 20 mm:n väliltä
– pursottimen tuotto on jopa 12 kg/h
– kerroskorkeus on suuttimesta riippuvainen ja vaihtelee 0,5 ja 5 mm:n väliltä.
Tulostusmateriaalina toimii pääasiassa kierrätettävä biokomposiitti, joka on 50/50 sekoitus puukuituja ja polypropeenia. Polypropeeni on altis kutistumiselle ja vääntymille jäähtyessä, mitä puukuidut vähentävät. Tämä tekee kyseisestä biokomposiitista erinomaisen tulostusmateriaalin Centrian tulostussolussa, jossa tulostusalusta ja -ala ovat lämmittämättömiä.
Suuren mittakaavan 3D-tulostuksen toimintaperiaate, teoria ja termistö vastaavat pitkälti tavanomaista 3D-tulostinta. Centrian tulostusrobotin tapauksessa on seuraavia eroja:
– Robotti on kuusiakselinen, mikä mahdollistaa kehittyneiden viipalointialgoritmien hyödyntämisen. Tämä avaa uusia mahdollisuuksia tulostussuunnan valintaan, sillä tulostus ei rajoitu ainoastaan perinteiseen alustasta ylöspäin tapahtuvaan valmistukseen.
– Robottiin asennettu pursotin käyttää pellettejä filamentin sijaan, mikä tuo laadunhallinnan haasteita.
– Kappaleet on suunniteltava tulostettavuutta varten, jolloin suunnittelijan ja robottioperaattorin tulee olla tietoisia prosessista ja sen rajoitteista.
Tulostusratojen suunnittelu suuren mittakaavan kappaleille
Suuren mittakaavan 3D-tulosteiden haasteena on tulostusalan suuruus suhteessa hitaaseen tulostusnopeuteen, joka on tyypillisesti alle 100 mm/s. Kun tulostetaan suurella suuttimella, pursottimen tuottama massavirta rajoittaa tulostusnopeutta edelleen. Hidas tulostusnopeus johtaa hitaaseen kerroksen tulostusaikaan, jolloin edellinen kerros kerkeää jäähtyä liikaa ja kerrosten välinen adheesio kärsii. Vastaavasti pöytätason FFF 3D -tulostin operoi jopa 300 mm/s:n nopeuksilla pienemmässä tulostusalassa lämmitetyn alustan päällä ja suljetussa kammiossa, jolloin kerroksen tulostusaika ei muodostu kriittiseksi jäähtymisen kannalta.
Tavanomaisten 3D-tulosteiden ulkokuoren paksuus muodostuu vieri viereen tulostetuista ohuista seinämistä ja ulkokuorien tyhjän tilan täyttää viipalointiohjelman luoma sisätäyterakenne. Suuren mittakaavan tulosteissa sisätäyterakenteita ja useista seinämistä muodostuvia ulkokuoria on vältettävä, koska ne lisäävät kerroksen tulostusaikaa huomattavasti. Lisäksi automaattiset sisätäyterakenteet ovat epätaloudellisia lisäämän lujuuden suhteessa tuotuun painoon. Sen sijaan suuren mittakaavan 3D-tulostettujen kappaleiden olisi hyvä ottaa mallia teräsrakenteiden maailmasta, missä ohutseinämäiset profiilit tarjoavat suuren jäykkyyden suhteessa käytettyyn materiaaliin ja niitä edelleen jäykistetään tarkkaan asetelluin levyjäykistein ja ruotein.
Yhdestä seinämästä muodostuvien rakenteiden tulostuksessa tulostusprosessin tulee olla hallittu laadun takaamiseksi, sillä paikallinen epäjatkuvuuskohta, virhe tai ohenema seinämässä voi vaarantaa koko rakenteen kestävyyden toimien murtumiskohtana. Kappaleet tulee siis suunnitella painottaen tulostettavuutta, mikä edellyttää, että suunnittelijan tulee pystyä visualisoimaan ja arvioimaan tulostusrata jo kappaleen suunnitteluvaiheessa ja viimeistään varmistaa toteutettavuus viipalointiohjelman simulaatiossa. Simulaatio antaa tietoa lähinnä pursottimen liikeradasta, jolloin tulostuksen onnistumisen arviointi on käyttäjällä. Mekaanista suorituskykyä vaarantavia muotovirheitä ja ohenemia syntyy alueilla, joilla
– pursotus lopetetaan ja aloitetaan uudelleen kerroksen sisällä, koska suuttimen on hypättävä eri paikkaan kerroksen sisällä
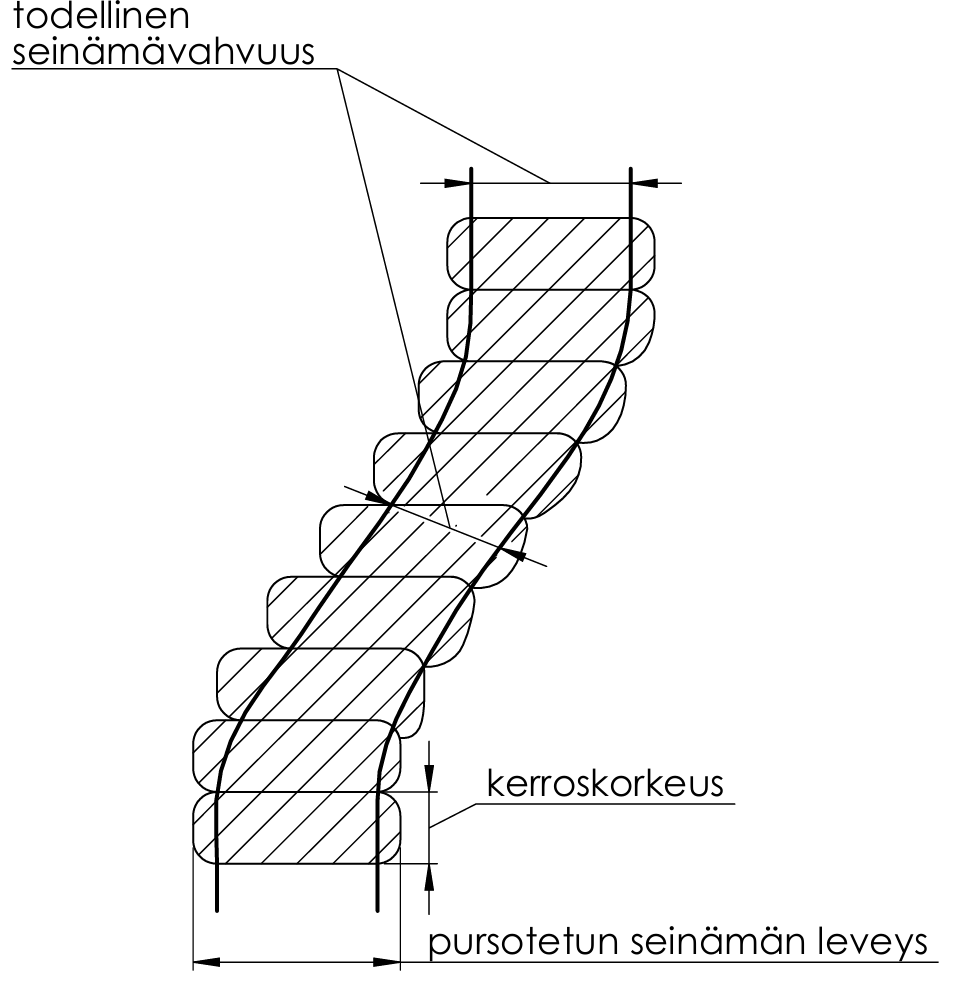
– geometria muuttuu äkillisesti, mikä johtaa kuvassa 4 esitettyyn tilanteeseen
– ei ole riittävää tukipintaa, jolloin painovoima tai pursotuspaine vääristää ennakoitua geometriaa.
Etenkin pellettipursottimien tapauksessa materiaalivirta vakiintuu hitaasti, kun pursotus loppuu ja alkaa uudelleen. Epäjatkuvuuskohtien välttämiseksi tulisi kappale suunnitella ja viipaloida siten, että se on tulostettavissa jatkuvana ilman hyppäyksiä kerroksen sisällä, jolloin pursotin pidetään jatkuvasti päällä vakaalla materiaalinsyötöllä. Jatkuvan rakenteen suunnittelua voi kokeilla post-it-lapuilla, joista jokainen kuvastaa yhtä viipaletta, jolle piirtäessä kynää ei saa nostaa. Viipaleelle annetaan kerroskorkeus ja viivalle seinämävahvuus. Jatkuvan tulostusradan suunnittelu edellyttää kekseliäisyyttä, kun geometria hankaloituu.
Kun rakennetta ei voi tulostaa jatkuvana, hyppäyksien määrä tulee minimoida ja sen aiheuttama epäjatkuvuuskohta pursotuksessa ennakoida sijoittamalla se kriittisen alueen ulkopuolelle. Myös viipalointiohjelma tarjoaa työkaluja, joilla voidaan vähentää epäjatkuvuuskohdan laajuutta ajastamalla pursotuksen lopetusta ja aloitusta sekä määrittämällä pyyhintäliikkeitä, joiden tarkoitus on liikuttaa suutinta paikallisen muotovirheen alueella edestakaisin tasoittaen aluetta. Suuren mittakaavan pursotintekniikan kehittyessä hyppäyksien merkitys vähenee, mikä vapauttaa suunnittelijan tekemään laajemmin erityyppisiä rakenneratkaisuja.
Kun geometria muuttuu äkillisesti suhteessa kerroskorkeuteen, pursotetut palot kasaantuvat rappusmaisesti kuten kuvassa 4 on esitetty. Tällöin seinämäpaksuus pienenee paikallisesti – siis seinämä, jonka voidaan olettaa olevan tehokas kantamaan kuormaa tai jäävän jäljelle, jos pinta koneistetaan sileäksi. Ilmiötä voidaan vähentää pienentämällä kerroskorkeutta jolloin ”resoluutio” paranee, tai orientoimalla kappale tulostusta varten siten, että geometria muuttuu mahdollisimman vähän tulostustasossa. Viipalointialgoritmien kehittyessä ne pystyvät havaitsemaan ohenevia seinämäalueita ja käyttämään dynaamista kerroskorkeutta tai korottamaan pursottimen massavirtaa paikallisesti kompensoidakseen ilmiötä ja pitäen seinämävahvuuden ennakoituna.
Tulostusorientaatiolla on siis kaksinkertainen vaikutus kappaleen mekaaniseen kestävyyteen:
1. Kappale on noin kolme kertaa heikompi tulostustasoa kohtisuoran vetojännityksen alaisena.
2. Seinämävahvuus pienenee alueilla, joilla tasojen välinen geometria muuttuu nopeasti, minkä seurauksena seuraava kerros saa vain osittaisen tukipinnan edelliseltä.
Tavanomaisen 3D-tulostimen tapauksessa edelliset kaksi eivät rajoita tulostettavuutta juurikaan, koska
– seinämä/kuori voidaan muodostaa useasta vierekkäin tulostetusta ohuesta seinämästä, jolloin myös paikalliset muotovirheet ja ohenemat yksittäisessä seinämässä hälventyvät
– kappale on materiaalikustannuksiltaan edullinen ja se voidaan ylimitoittaa yrityksen ja erheen kautta.
Yhteenveto
Kuluttajille suunnattujen 3D-tulostimien kehittyneisyys ja käyttäjäystävällisyys ovat ruokkineet niiden räjähdysmäistä suosiota. Tietotaidon tarve on vähentynyt, ja harrastuksen voi aloittaa matalalla kynnyksellä. Monimutkainenkin kappale tulostuu usein viipalointiohjelman oletusasetuksilla, ja jos kappaleen lujuus ja/tai jäykkyys on riittämätön, käyttäjä voi muuttaa kuoren paksuutta tai tihentää sisätäytettä muutamalla parametrilla.
Suuri tulostusala asettaa vaatimuksia tehokkaalle materiaalinkäytölle, mitä puoltaa hidas tulostusnopeus suhteessa suureen tulostusalaan. Lämpötilan hallinta on haastavaa tulostusalan ollessa suuri, mikä helposti johtaa alentuneeseen kestävyyteen kerrosten välillä tai lämpötilaerojen aiheuttamiin muodonmuutoksiin. Tulostussolut ovat räätälöityjä, ja niiden käyttöönotto ja käyttö vaativat robotiikkaan erikoistunutta henkilöstöä. Suuren mittakaavan tuotteiden suunnittelijan tulee tietää prosessin rajoitteet ja suunnitella kappale tulostettavuutta varten. Solun ja viipalointiohjelman operaattorin tulee hallita tulostusprosessi laadun takaamiseksi, koska rakenteet ovat usein yksiseinämäisiä ja optimoituja painotellen lujuutta ja materiaalinkäyttöä.
Robopinta- ja Robotrim-hankkeita rahoittaa Keski-Pohjanmaan liitto Euroopan unionin Euroopan aluekehitysrahaston (EAKR) varoista.
Lähteet
Barocio, E., Kapre, V., Pibulchinda, P., Ramirez, M., Franc, A. & Susnjara, J. 2022. Material characterization for large scale additive manufacturing (AM): Final technical report. IACMI/R009-2022/7.6. Knoxville, TN: Institute for Advanced Composites Manufacturing Innovation (IACMI).
CONTEXT. 2024. 2024 Hopes to See Global 3D Printer Industry Revived by Pent-up Demand. Saatavissa: https://www.contextworld.com/research-updates/3d_printing. Viitattu 8.5.2026.
Hoskins, D., Barocio, E., Koester, D., Penumadu, D., Kishore, V., Thomas, A. J., Henken, W., Ramírez, J. A., Kim, S., Ramírez, M., Smith, T., Mattingly, F., Duty, C. & Kunc, V. 2022. Development of Large Scale Extrusion Deposition for Structural Applications: Final technical report. IACMI/R0001-2022/3.12. Knoxville, TN: Institute for Advanced Composites Manufacturing Innovation (IACMI).
Protolabs. 2024. 3D Printing Trend Report 2024. Saatavissa: https://www.protolabs.com/resources/guides-and-trend-reports/3d-printing-trend-report/. Viitattu 8.5.2026.
Janne Hanhiniemi
TKI-asiantuntija
Centria-ammattikorkeakoulu
p. 050 463 2961